

Gli imballaggi in carta e cartone presentano limiti e criticità che non li rendono utilizzabili per qualsiasi alimento e in qualsiasi condizione. Per questo è aumentato l’interesse verso i derivati della cellulosa e i nanomateriali che possano ottimizzare il processo di rivestimento di cartoncini per il confezionamento alimentare.
La competizione tra materiali cellulosici e materiali plastici nel settore del confezionamento alimentare è sempre più aperta. Attualmente, il 31% del mercato globale del packaging è rappresentato da imballaggi a base di carta e cartone (Deshwal et al., 2019), una proporzione in peso che li rende la principale soluzione di food packaging a livello mondiale.
Tuttavia, gli imballaggi in carta e cartone presentano limiti e criticità che non li rendono utilizzabili per qualsiasi alimento e in qualsiasi condizione, confinandoli in settori specifici come, ad esempio, quello degli alimenti secchi e con breve shelf life. I materiali cellulosici infatti, come noto, mostrano scarse proprietà di barriera ai gas, acqua e grassi e sono suscettibili ad attacchi fungini. Quelli poi che provengono, anche solo in parte, dal riciclo possono contenere e permettere la migrazione negli alimenti di sostanze pericolose come le resine Polifluoroalchiliche (PFAs), gli idrocarburi degli oli minerali (MOH) o i bisfenoli (BPA, BPS, BPF).
Per quanto riguarda la migrazione degli idrocarburi aromatici (MOAH) e di quelli saturi (MOSH) sono stati proposti stringenti limiti, specifici per il contatto con gli alimenti: in particolare, per i MOSH il limite è di 0,6 mg/kg di alimento, mentre per i MOAH è di 0,15 mg/kg (European Reccomendation 2017/84; Twenty-second German Regulation). Per migliorarne le proprietà e risolverne le criticità, i materiali cellulosici vengono spesso additivati con sostanze non cellulosiche, sono rivestiti con varie lacche sintetiche o combinati con film plastici o fogli sottili di alluminio. Questi trattamenti non solo riducono o prevengono la migrazione, ma migliorano anche le proprietà tecnologiche e funzionali degli imballaggi. Tuttavia, tutte queste tecnologie apportano componenti che non sono biodegradabili come la carta e rendono il processo di riciclo più difficile e complesso (Mujtaba et al., 2022). Fondamentalmente per queste ragioni, negli ultimi anni, è aumentato l’interesse verso i derivati della cellulosa e i nanomateriali come la cellulosa micro/nano-fibrillata (M/NFC) e i micro/nano cristalli di cellulosa, per lo più applicati su carta e cartone con processi di rivestimento.
I derivati della cellulosa e i nanomateriali
Il primo metodo per produrre cellulosa microfibrillata (MFC) dalla polpa di legno è stato sviluppato più di trent’anni fa da Herrick et al. (1983). Il metodo prevedeva l’applicazione di vari cicli di omogeneizzazione ad alta pressione su una sospensione diluita di fibre, al fine di rompere i legami e aprire la fibra di cellulosa, ottenendo micro e nano-fibrille di cellulosa. Successivamente, è stato dimostrato che un pretrattamento chimico o enzimatico della sospensione ne facilita la defibrillazione (Saito et al., 2009). Generalmente, i metodi convenzionali per rivestire carta e cartone con sospensioni di micro e nano-fibrille di cellulosa includono il rotocalco, la flessografia e il size press coating ed è stato dimostrato che questi metodi garantiscono un’applicazione uniforme del coating solo raggiungendo grammature piuttosto elevate (Lavoine et al., 2011). Più recentemente sono stati investigati altri metodi, come lo spray coating e il foam coating, ottenendo risultati promettenti, legati a un’applicazione più sottile e omogenea.
Lo studio qui presentato si è proposto di utilizzare un coating a base di micro-nano fibrille di cellulosa come alternativa sostenibile ai rivestimenti sintetici, con l’obiettivo di ottimizzare il metodo di applicazione su carta e cartone. La ricerca ha confrontato il metodo convenzionale di bar coating, simulante del sistema rotocalco, con un metodo più innovativo, quale lo spray coating, con l’obiettivo di limitare la migrazione di idrocarburi degli oli minerali (MOH) e migliorare la resistenza ai grassi. La sospensione acquosa di micro-nano cellulosa (M/NFC) è stata fornita da CLS Providentia srl, Impresa Sociale (PMI Innovativa di Saronno, MI). Per la sua produzione è stata utilizzata una biomassa contenente il 51% di cellulosa (principale sottoprodotto di una filiera alimentare) e altri ingredienti naturali per stabilizzare la sospensione e migliorare le proprietà filmogene. La defibrillazione è stata ottenuta, dopo opportuno pretrattamento, attraverso vari cicli di omogenizzazione ad alta pressione (>1000 bar), a temperatura controllata.
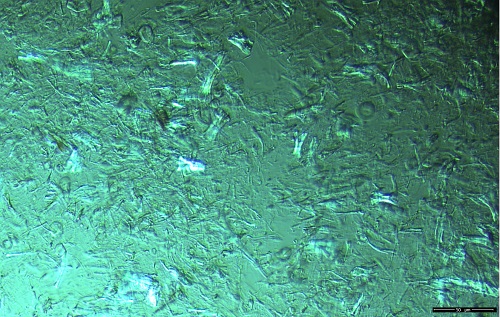
Prima dell’applicazione su cartoncini commerciali la sospensione è stata osservata al microscopio ottico per verificare la presenza e la morfologia delle micro-fibrille e caratterizzata misurando il pH, la sostanza secca, il rapporto tra MFC/NFC, la dimensione delle particelle e la viscosità della sospensione. Successivamente, per ottimizzare il metodo di applicazione della sospensione, sono stati utilizzati due disegni fattoriali LF con tre livelli e due fattori, uno per ogni metodo di applicazione del coating (bar coating e spray coating). Come variabili indipendenti (fattori) sono stati scelti, per il bar coating: i) lo spessore di film trasferito dalle barre dell’applicatore automatico (wet film) (38.1, 63.5 e 101.6 µm ) e ii) la velocità di movimento delle barre (1, 3 e 5 m/min), mentre per lo spray coating: i) la velocità di avanzamento del cartoncino sotto il dispositivo spraizzante (15, 30 e 45 m/min ) e ii) la pressione dell’ugello diffusore della sospensione (1.5, 2.5 e 3.5 bar). Dopo il trattamento i campioni di cartoncino sono stati asciugati in stufa a 60°C per 1 h e poi posti per 24 h a temperatura ambiente prima di effettuare le analisi. Per ogni condizione sperimentale considerata, al fine di determinare la migliore, è stata misurata la grammatura del coating, la resistenza ai grassi attraverso il metodo TAPPI UM 557 (Kit Test) e valutata la barriera agli idrocarburi da oli minerali, misurando la trasmissione di n-eptano (HTR) in condizioni isostatiche e a 30°C. Sui campioni selezionati come migliori è stato poi valutato l’assorbimento dell’acqua attraverso il metodo ufficiale TAPPI T 441 Cobb Test (COB 500), il valore dell’angolo di contatto dell’acqua e dell’olio di ricino ed è stata osservata la superficie del cartoncino tramite analisi SEM e AFM.
I risultati hanno mostrato che il processo di omogenizzazione permette di produrre una corretta e uniforme defibrillazione, producendo un forte aumento della viscosità e un’alta concentrazione di nanofibrille ( ~ 72%), che depongono per una omogenea copertura della superficie del cartoncino. Si è osservato, inoltre, che nel caso del metodo convenzionale (bar coating/rotocalco) sono stati necessari due passaggi di sospensione per ottenere un rivestimento che permettesse di ottenere sia alti valori di Kit Test, per superare il valore generalmente considerato come sufficiente resistenza ai grassi (Adibi et. al., 2023), sia valori bassi di trasmissione del n-eptano (HTR).
Nel caso dello spray coating un singolo passaggio è stato sufficiente per ottenere una copertura omogenea in tutte le condizioni sperimentali testate, pur con una maggiore variabilità nei valori di Kit Test e HTR ottenuti. In termini di grammatura entrambi i metodi permettono di applicare una quantità simile ma a parità di grammatura, l’applicazione mediante spray coating minimizza lo spreco di prodotto, permette una copertura più omogenea e sembra più compatibile con i processi industriali. Con il supporto dell’analisi SEM abbiamo confermato che la tecnologia dello spray coating permette di ottenere una superficie più omogenea, informazione che è stata ulteriormente confermata anche dall’analisi AFM con la determinazione della rugosità del rivestimento. È stato osservato che nei campioni laccati mediante bar coating la superficie risultava essere più rugosa, probabilmente per accumuli di materiali in alcune zone rispetto ad altre, mentre i campioni trattati con lo spray coating avevano un valore di rugosità persino più basso dei cartoncini tal quali. Dai valori dell’angolo di contatto abbiamo invece confermato l’ottima resistenza ai grassi, perché i cartoncini rivestiti hanno mostrato un aumento dell’angolo di contatto all’olio di ricino sia al tempo 0, sia dopo 5 secondi dalla deposizione della goccia. Per quanto riguarda i valori dell’angolo di contatto all’acqua, nonostante la sospensione sia a base acqua, non si è osservato un peggioramento nei valori ottenuti.
In conclusione, si può affermare che la sospensione impiegata rappresenta un’utile soluzione per avviare una strategia green per migliorare alcune delle criticità legate alle soluzioni di packaging in carta e cartoncini e che entrambi i metodi di applicazione permettono di migliorare le caratteristiche del cartoncino base, aumentandone la resistenza ai grassi e la barriera verso gli idrocarburi degli oli minerali. Il metodo di spray coating, tuttavia, risulta essere più affidabile, determinare un minor impiego di sospensione e condurre a migliori risultati in termini di barriera ai contaminanti e resistenza ai grassi.
Andrea Feroce e Fabio Licciardello, Dipartimento di Scienze della Vita, Università di Modena e Reggio Emilia, via Amendola 2, 42122 Reggio Emilia, Italy
Luciano Piergiovanni, CLS Providentia srl - Impresa Sociale, Via Don Volpi 10 21047 Saronno, Italy
Bibliografia
Adibi, A., Trinh, B. M., & Mekonnen, T. H. (2023). Recent progress in sustainable barrier paper coating for food packaging applications. Progress in Organic Coatings, 181, 107566.
Deshwal, Gaurav Kr; Panjagari, Narender Raju; Alam, Tanweer (2019). An overview of paper and paper based food packaging materials: health safety and environmental concerns. Journal of Food Science and Technology, 56(10), 4391-4403.
European Commission. (2017). Commission Recommendation (EU) 2017/84 of 16 January 2017 on the monitoring of mineral oil hydrocarbons in food and in materials and articles intended to come into contact with food. Off J Eur Union, 12 (84), 95-96.
Herrick, F., Casebier, R., Hamilton, J. and Sandberg, K. (1983): Microfibrillated Cellulose: morphology and accessibility, J. Appl. Polym. Sci.: Appl. Polym. Symp., 37, 797-813 https://doi.org/10.1016/j.porgcoat.2023.107566
Lavoine, N., Desloges, I. and Bras, J. (2011): Impact of different coating processes of MFC on barrier and mechanical properties, J. Mater. Sci., 49 (7), 2879-2893.
Mujtaba, M., Lipponen, J., Ojanen, M., Puttonen, S., Vaittinen, H., 2022. Trends and challenges in the development of bio-based barrier coating materials for paper/ cardboard food packaging; a review. Sci. Total Environ. 851, 158328 https://doi.org/10.1016/j.scitotenv.2022.158328.
Saito, T., Hirota, M., Tamura, N., Kimura, S., Fukuzumi, H., Heux, L. and Isogai, A. (2009): Individualization of nano-sized plant cellulose fibrils by direct surface carboxylation using TEMPO catalyst under neutral conditions, Biomacromolecules, 10 (7), 1992-1996.





















